
Robot Saldimi Industrial me Arritje 6 Aksesh 2000 mm për Saldim me Çelik Inoks
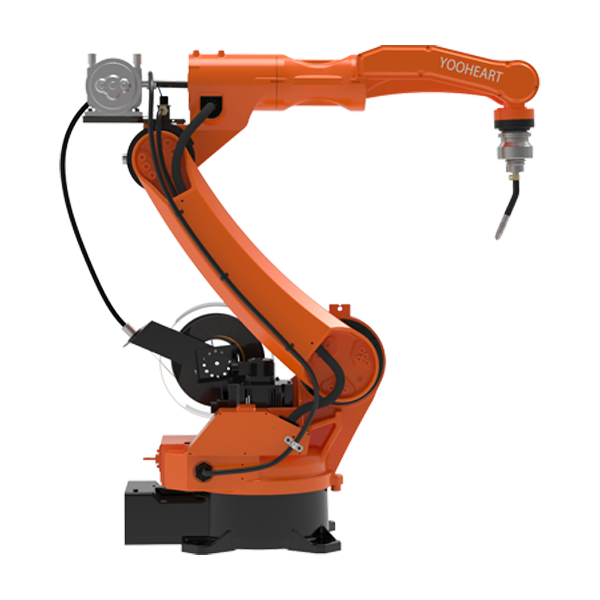
Robot Saldimi Industrial me Arritje 6 Aksesh 2000 mm, Saldim me Çelik Inoks,
robot saldimi çelik inox,
DORËZIMI DHE TRANSPORTIMI
Kompania Yunhua mund t'u ofrojë klientëve kushte të ndryshme dërgimi. Klientët mund të zgjedhin mënyrën e dërgimit me det ose me ajër sipas përparësisë së urgjencës. Kutitë e paketimit të robotëve Yooheart mund të përmbushin kërkesat e transportit detar dhe ajror. Ne do të përgatisim të gjitha dosjet si PL, certifikatën e origjinës, faturën dhe dosje të tjera. Ka një punonjës, puna kryesore e të cilit është të sigurojë që çdo robot të mund të dorëzohet në portin e klientëve pa probleme brenda 40 ditëve pune.
Shërbim pas shitjes
Kompania Yunhua mund t'u ofrojë klientëve kushte të ndryshme dërgimi. Klientët mund të zgjedhin mënyrën e dërgimit me det ose me ajër sipas përparësisë së urgjencës. Kutitë e paketimit të robotëve Yooheart mund të përmbushin kërkesat e transportit detar dhe ajror. Ne do të përgatisim të gjitha dosjet si PL, certifikatën e origjinës, faturën dhe dosje të tjera. Ka një punonjës, puna kryesore e të cilit është të sigurojë që çdo robot të mund të dorëzohet në portin e klientëve pa probleme brenda 40 ditëve pune.
QQA
P. Si ta caktoj burimin e energjisë kur përdor saldim TIG?
Makina juaj e saldimit duhet të jetë e vendosur në DCEN (elektrodë negative e rrymës së vazhdueshme), e njohur edhe si polaritet i drejtë për çdo pjesë pune që duhet të saldohet, përveç nëse materiali i tyre është alumin ose magnez. Frekuenca e lartë është vendosur në fillim, gjë që gjendet e integruar sot në invertorë. Rrjedha post-rrjedhëse duhet të vendoset të paktën 10 sekonda. Nëse është i pranishëm A/C, ai është i vendosur në cilësimin fillestar që përkon me DCEN. Vendosni kontaktorin dhe çelësat e amperazhit në cilësimet e largëta. Nëse materiali që duhet të saldohet është alumin, polariteti duhet të vendoset në A/C, balancimi i A/C duhet të vendoset në rreth 7 dhe furnizimi me frekuencë të lartë duhet të jetë i vazhdueshëm.
P. Si të vendoset gazi mbrojtës gjatë saldimit TIG?
Saldimi TIG përdor gazin inert për të mbrojtur zonën e saldimit nga ndotja. Kështu, ky gaz inert përcaktohet edhe si gaz mbrojtës. Në të gjitha rastet duhet të jetë argon dhe asnjë gaz tjetër inert si neon ose ksenon etj., veçanërisht nëse do të kryhet saldim TIG. Duhet të vendoset rreth 15 cfh. Për saldimin vetëm të aluminit, mund të përdorni një kombinim 50/50 të argonit dhe heliumit.
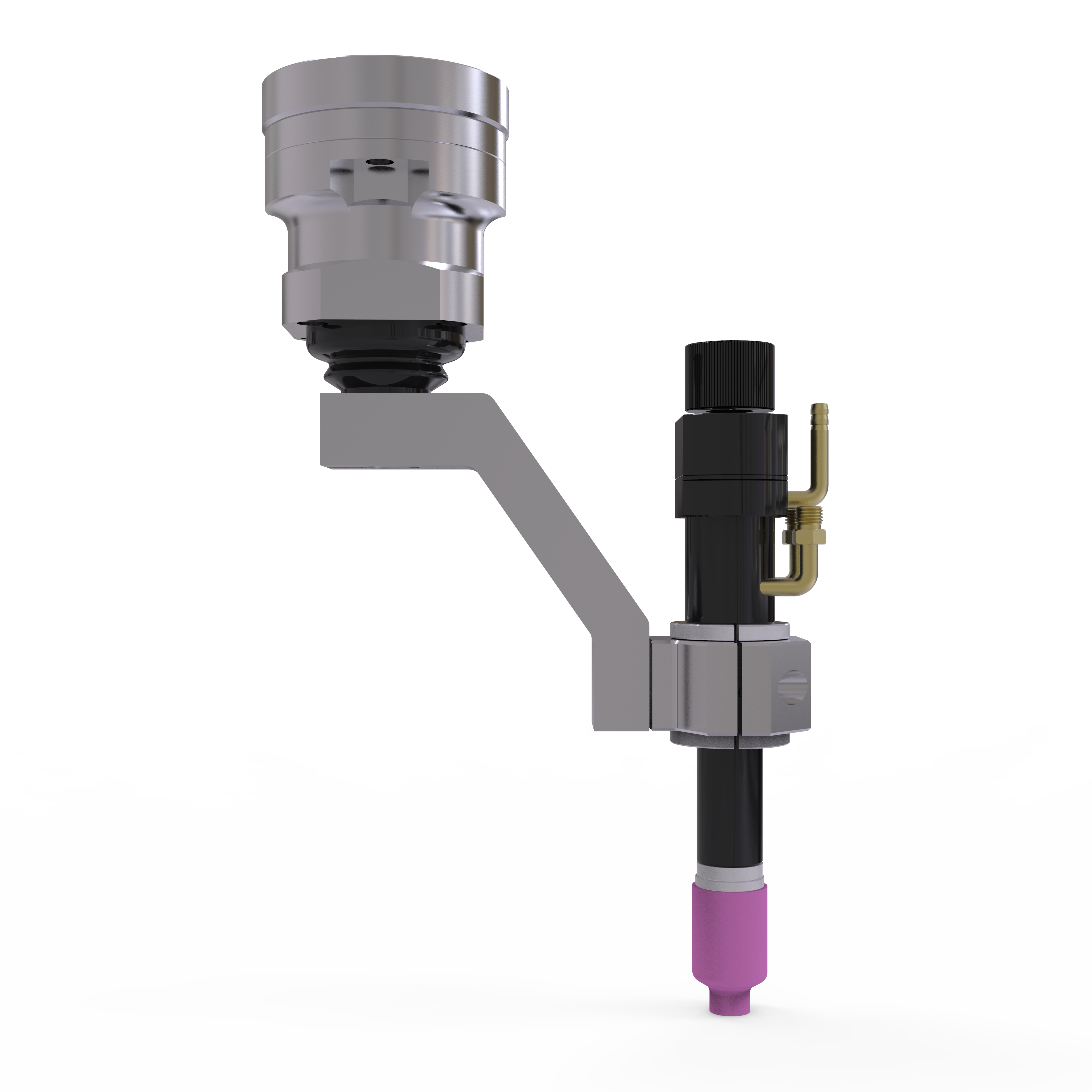
P. Si të zgjidhni pishtarin e saldimit TIG?
Mund të përdoren shumë lloje të ndryshme pishtarësh. Por sipas metodës së ftohjes, keni pishtar TIG me ftohje me ajër dhe pishtar TIG me ftohje me ujë. Gjithashtu, Amperi do të jetë i ndryshëm, disa prej tyre mund të përballojnë 250 AMP, ndërsa disa prej tyre mund të përballojnë vetëm 100 AMP.
P. Kur duhet të zgjedh pishtar TIG me ftohje me ujë dhe pishtar TIG me ftohje me ajër?
Duhet të zgjidhni pishtarin TIG me ftohje me ujë nëse ka një sasi të madhe pjesësh që duhen salduar. Por pishtari TIG me ftohje me ajër do të jetë një zgjedhje e mirë nëse keni shumë pak pjesë.
Nëse keni copa të trasha për t'u salduar, pishtari TIG me ftohje me ujë është më i mirë se pishtari TIG me ftohje me ajër.
P. A përdoret elektroda e tungstenit për të gjitha aplikimet?
Jo, për saldimin TIG kuptohet që elektrodat që përdorni për të kryer saldim TIG duhet të jenë prej elementi tungsteni. Por kjo nuk do të thotë që një elektrodë tungsteni mund të përdoret për të gjitha aplikimet. Ju duhet të zgjidhni elektroda të ndryshme tungsteni sipas materialit të ndryshëm.
Kategoritë e produkteve
-

OEM i personalizuar Kinë Industriale të Reja Saldimi Rob...
-

Furnizim me Fabrikë Kinë Yooheart Industrial Robot ...
-

Shitja e nxehtë e Kinës për vulosje dhe pjesë për...
-

Me shumicë OEM Kinë Single Point 250 Ton Mechan ...
-

robot i vogël 850 mm me 6 boshte për manovrim
-

Cilësi e lartë e nxehtë shitje CNC saldim robot krahu Las ...



